Strong construction & smaller footprint
- No blockage of oil flow into the fins
- High efficiency cooling
- Improved heat dissipation
- Oil cleaning is easier & economic
- Less oil & less steel required
>30% Potential for saving in material
>30% Reduction in the weight of the transformer
>30% Reduction in the overall volumetric dimension Range - Manufacturing capacity of corrugated wall panels / Fin walls for transformer tanks and complete corrugated transformer tanks up to 10 MVA.
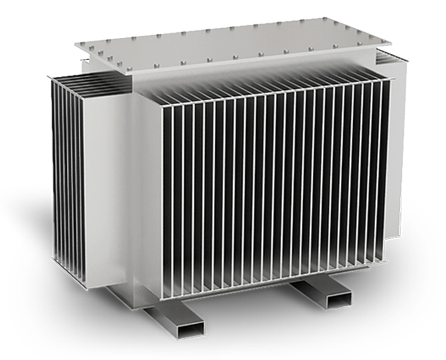
The role of fin walls is to increase the surface area in contact with cooling air. Due to the temperature rise of the winding under load, the oil temperature also rises. The hot oil rises upward to the top cover and goes down into the fins where it is cooled by the air rising up between the fins. Hence the heat dissipation becomes faster.
Thus, MS corrugated wall panels / fin walls have eliminated the use of radiators which were a part of traditional transformers tanks, as the fin walls acts as an excellent Hent Exchanger. Following are the key features of corrugated transformer tanks:
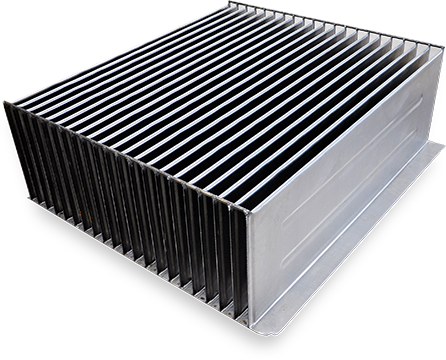
The corrugated fins are manufactures using a special cold rolled MS coil and are directly welded to form the transformer tanks.
These fins have sufficient degree of elasticity to absorb expansion in volume of the liquid (insulation oil) and it also provides a large surface area to dissipate the heat generated.
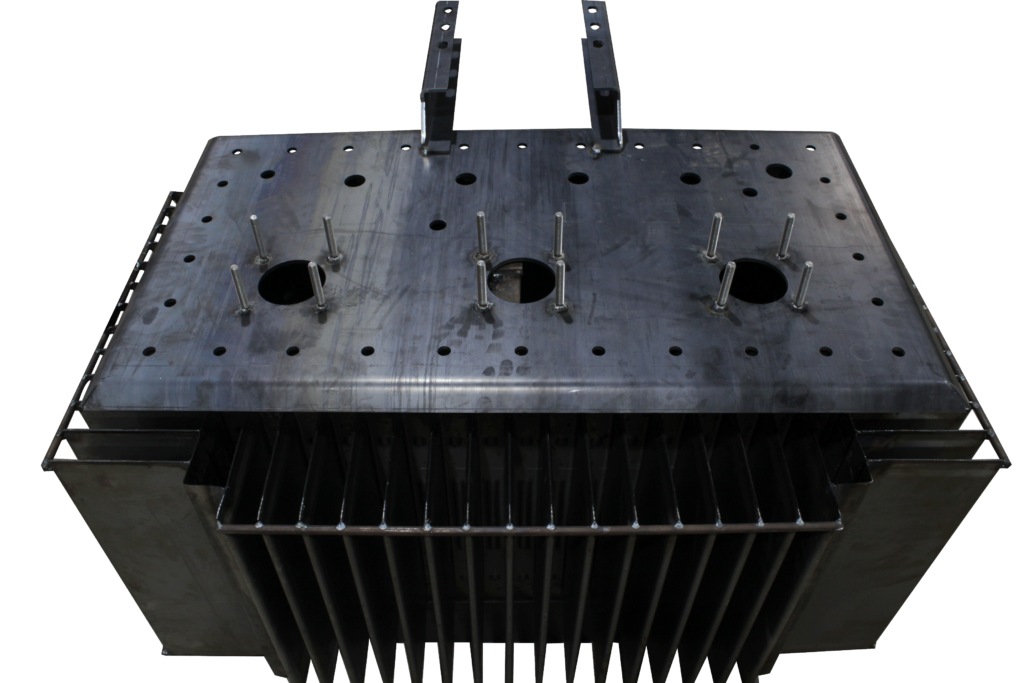
Transformers with corrugated walls are compact compared to transformers with radiators, thus reducuting the space for installation.
The corrugated fin walls with vertical embossed channels provide greater stability to the corrugated fin walls.
The numbers of welded joints are reduced, thereby, reducing the chances of leakages and also production time.
The Transportation cost it lower due to reduction in weight and overall dimensions.
It enhances aesthetic appeal compared to the traditional transformer tank.